Come ottenere una buona finitura al tornio. Tutti i rimedi ai possibili problemi.
Quando si eseguono delle torniture possono verificarsi degli effetti indesiderati sulla superficie dei particolari lavorati. La qualità della superficie lavorata è influenzata da diversi fattori quali: materiale del particolare, tipo di inserto, stato di usura dell’inserto, condizioni di taglio (principalmente avanzamento e velocità di taglio), stabilità del sistema utensile, torretta, pezzo.
Vediamo i problemi più comuni e le possibili soluzioni che ti consigliamo:
Rugosità inaccettabile
Le cause posso essere:
- Scelta non corretta dell’inserto
- Velocità di taglio inadeguata
- Liquido di taglio inadatto
- Avanzamento troppo alto
Soluzioni possibili per ovviare a questo problema:
- Utilizzare un inserto raschiante o con tratto piano
- Cambiare la geometria dell’inserto
- Diminuire l’avanzamento
- Utilizzare o aumentare raffreddamento o lubrificazione
- Staffare meglio il pezzo o l’utensile per diminuire le vibrazioni
- Modificare lo spessore del truciolo
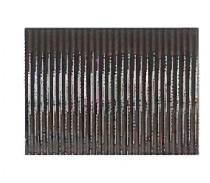
Superficie Vibrata

Questo fenomeno si presenta quando il fissaggio del pezzo è instabile ed il valore delle forze di taglio è troppo elevato.
Possibili soluzioni:
- Migliorare la stabilità del pezzo
- Migliorare la stabilità dell’utensile
- Diminuire la profondità di taglio
- Sostituire l’inserto perché usurato
- Diminuire la velocità di taglio
- Diminuire lo spessore del truciolo
- Utilizzare un inserto più positivo per ridurre la resistenza al taglio
Creazione di Bave
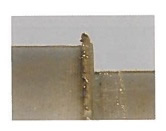
La creazione di bave è un effetto che non sempre si può eliminare perché i metalli pastosi ed i materiali plastici tendono ad allungarsi quando sottoposti alle forze di taglio.
Possibili Soluzioni:
- Utilizzare un inserto con tagliente positivo
- Utilizzare un angolo di impostazione minore
- Ridurre il raggio dell’inserto
Errori dimensionali e di forma
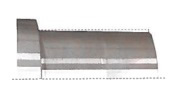
Questo problema non consente di mantenere le tolleranze e quindi è necessario rivedere il sistema torretta-utensile-pezzo.
Possibili soluzioni:
- Riesaminare la stabilità del fissaggio del pezzo
- Riesaminare la stabilità dell’utensile
- Utilizzare un inserto con maggior resistenza all’usura del tagliente
Forma del truciolo non corretta

La formazione del truciolo è un parametro molto importante nelle lavorazioni di tornitura perché può evidenziare il sovraccarico del tagliente e far sorgere vibrazioni.
La forma del truciolo, lungo o corto, è determinata dal materiale da lavorare (maggiore sarà la durezza e minore sarà la sua lunghezza) dall’avanzamento e dalla profondità di taglio.
Possibili soluzioni:
- Correggere l’avanzamento e la profondità di taglio
- Scegliere una geometria più adatta
- Scegliere un inserto con un rompitruciolo più efficace
Consigli generali
1- Controllare sempre la sede dell’inserto.
Quando si procede alla sostituzione dell’inserto è necessario pulire la sede, controllare che non sia rovinata e serrarlo bene all’utensile.
2- Controllo delle parti di ricambio
Non meno importanti sono gli elementi di fissaggio (leve, viti e cunei) che serrano gli inserti.
Ti ricordiamo di lubrificare regolarmente i vani e le superfici coniche di posizionamento delle viti con grasso resistente alle alte temperature. Per il montaggio e lo smontaggio utilizza solo giraviti e chiavi raccomandate dal produttore degli utensili.
Per la forza di serraggio ottimale si raccomanda di utilizzare giraviti dinamometrici che evitano lo snervamento dei filetti quando i serraggi sono troppo elevati o l’allentamento durante le lavorazioni.